










汽车轮毂焊缝自动化相控阵超声检测系统,采用机械臂夹持轮毂进行检测的技术方案,集检测功能、上下料功能为一体,检测结果图像化显示并自动判别,支持MES管理系统,可以满足轮毂生产线上的全自动化检测需求。


汽车轮毂焊缝自动化相控阵超声检测系统,采用机械臂夹持轮毂进行检测的技术方案,集检测功能、上下料功能为一体,检测结果图像化显示并自动判别,支持MES管理系统,可以满足轮毂生产线上的全自动化检测需求。
搭载本公司自主研发相控阵探头及相控阵仪器,实时扫查、数据采集及成像。一套相控阵主机可以实现多工位和多组相控阵探头进行检测,满足生产线多样化的配置需求。
可以装配到生产线上,满足轮毂焊缝的全自动化检测需求。采用机械臂进行上下料,同时利用机械臂夹持工件旋转实现轮毂环焊缝的自动化检测。
探伤过程自动记录,最小采集1周(360°),最大采集1.25周(450°)的检测数据,默认设置为检测380°,可根据客户需求调整。
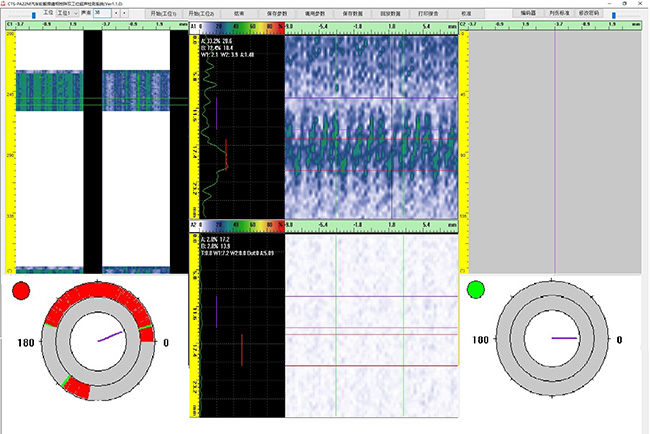
显示模式:A扫 + L扫 + C扫,C扫图像分辨率最小可以达到1mm。
操作系统平台:Win XP/Win Vista/Win 7/Win 8/Win 10。
显示分辨率:1920×1080,具备触控功能。
成像方式:A、B闸门分别套住未熔合和气孔缺陷区域与焊缝熔深区域,对应形成缺陷与焊缝熔深两个C扫图像。
判伤方式:通过图像自动判别未熔合和气孔缺陷及焊缝宽度,有缺陷伤或焊缝宽度小于设定阈值时报警,并通过示意图直观显示。支持MES管理系统上传检测数据。
工艺参数保存调用功能:调校好的工艺参数可以保存,方便以后的调用。
数据转存回放功能:保存的检测记录可以通过U盘、网络等方式转存到其他电脑,检测记录(包括检测参数及A/L/C扫图像数据等可以进行回放重现及分析。
打印检测报告功能:将保存的检测记录按专用格式输出形成检测报告,包含检测时间、轮毂信息、人员信息、C扫图像等。
| 检测通道 | 支持16:256、32:256相控阵检测通道,满足多组多工位的检测需求 |
| 机械臂选型 | ABB、发那科等(可定制) |
| 扫查效率 | 单个轮毂检测≦60秒(可定制) |
| 扫查速度 | ≤100mm/s(可定制) |
| 轮毂重量 | ≤100kg(可定制) |
| 轮毂直径 | ≤1000mm(可定制) |

汽车轮毂焊缝的全自动检测需求。
可满足生产线或抽检的检测需求。
可根据客户需求定制,包括纵缝检测、环缝检测、特殊位置检测等。

